2 高速干切削机床
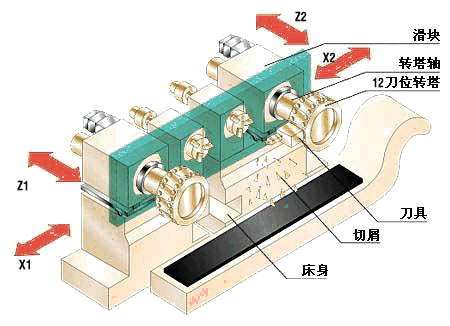
图1
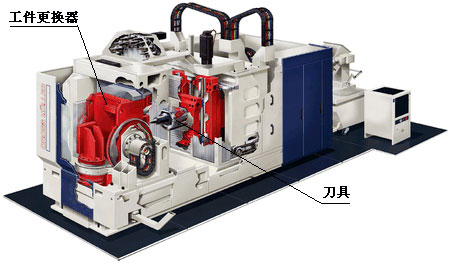
图2
高速干切削对机床的基本要求,首先必须是高速机床,要有较高的切削速度和进给速度,同时结构上要有利于快速排屑,并有较高的热稳定性。内置的高速电机主轴是机床实现主轴高速运转的最佳选择,目前可选的高速主轴转速从10,000r/min到150,000r/min ,功率从0.5kW到80kW,可以满足不同的切削需要;快速进给系统可以采用改进的滚珠丝杠或直线电机,进给速度可以达到60~180m/m/min,加速度可达19.6~98m/s2,完全满足快速进给的需要。因此,在高速机床日益普及的今天,高速干切削对机床的要求主要针对机床的整体结构和辅助设施,机床床身是保证机床稳定性的基础大件,应采用热稳定性较好的整体铸造的框架式或龙门式结构,最好应用绝热材料“人造花岗岩”或新型均热材料(如在铝材料中添加20%的碳化硅得到的新型复合材料),增加绝热倾斜盖板。机床整体结构尽量简单,尽可能采用方便排屑的立式主轴布置,工作间宽敞明亮,内部减少凸台、凹槽,方便排屑,密闭工作间内增加通风设施。如图1是MURATEC公司的MW系列双塔干式车床模型,其主体结构对称,排屑简单方便,采用双主轴平行布置,带有12刀位转塔,有很高的加工效率,适合于铸件、淬硬钢。图2所示的加工中心是Hueller Hille公司专门为干切削设计的specht 500T型高速加工中心,这种加工中心最大的特点就是有一个可沿水平轴转动的工件更换器,利用这种工件更换器,工件在装料侧处于正常位置,而在工作间里则是自上而下悬挂着进行切削,使切屑可以从上面自然落下。其主轴转速高达25,000~60,000r/min,主电机功率60kW, 带有液氮冷却系统,结构简单,排屑可靠,很适于对铝合金或纤维增强塑料等进行高速干切削。
另外,高速干切削机床还应该考虑以下几点:(1) 吸尘、排屑装置:高速干切削机床会产生很多灰尘和细小切屑,可采用真空、吹气或虹吸装置来排尘,同时还能起到一定的辅助排屑作用,特别对产生连续切屑的塑性材料的切削,几乎要完全依赖真空或虹吸装置来排屑,这时对真空或虹吸装置的性能、安装位置就有更加苛刻的要求。(2)测量补偿装置:加工精度要求较高时,采用激光测量系统实时检测工件的精度,同时可以测定主轴和工件的热延伸,反馈给进给系统进行相应的补偿,进一步提高机床的加工精度。(3)刀具状态监测装置:对切削过程的连续性和可靠性有较高要求时,增设刀具监测装置,实时监测刀具的破损、磨损失效,保证切削的可靠性和安全性。
机床在进行了上述的结构改造和优化设计后,将获得较好的高速性能和热稳定性能。其造价与同类的高速机床也相差不大,虽然增加了一些辅助设施,但去掉了冷却装置,同时获得了可观的经济和环境效益,具有较高的性能价格比,能够适应高速干切削工艺的需要。
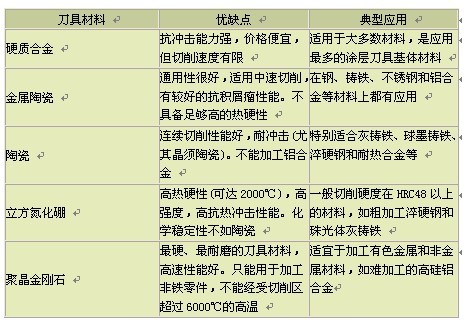
高速干切削常用刀具材料表
3 高速干切削刀具
高速干切削过程中,大部分的切削热被切屑和刀具承载,其中切屑被快速处理,而刀具却持续承受切削热和切削力,因此要求刀具有很高的红硬性和高温稳定性。上表列出的硬质合金、金属陶瓷、陶瓷、立方氮化硼、聚晶金刚石五种刀具材料都有较高的红硬性和耐磨性,是目前高速和干式切削中应用最为普遍的几种刀具材料,作为高速干切削刀具材料它们各有优缺点,适用于不同的应用场合,我们可以依据需要进行选择。例如切削灰铸铁,可以选用氮化硅陶瓷刀具在2,000~4,000m/min的速度下连续切削。当然,高速干切削刀具不仅与刀具材料相关,还与刀具的涂层以及刀具的几何参数密切相关。涂层的应用是切削液不再必要的重要原因,它具有两大作用可以在切削过程中取代切削液:(1)提供低摩擦层,取代切削液的润滑作用;(2) 提供低导热层,抵抗切削热向刀具传播,取代切削液冷却刀具的作用。因此,一般的干切削都使用涂层刀具。目前,刀具涂层材料及涂覆方法层出不穷,如具有低摩擦系数的晶格双硫化合物和高温难熔金属构成的软涂层,高硬度、高热稳定性的金刚石薄膜涂层,以及由多种涂层材料组合构成的纳米级涂层和为被加工材料量身定做的专用涂层等等。它们各自具有不同的切削性能,满足不同的切削要求,例如,在高速干切削的情况下,应用最广的涂层材料氮铝化钛(TiAlN) ,硬度高达HV3500,工作温度高达799℃ ,而且有良好的抗化学磨损性能,但自润滑性能较差,如果在TiAlN涂层上面再涂覆一层软涂层材料WC/C,将大大改善刀具性能,提高表面加工质量,能有效延长刀具寿命3~4倍。
另外,高速干切削刀具在大多数情况下,都是针对某种材料的具体工艺要求专门设计制作的,这就允许在刀具设计中融入高效冷却手段或进行刀具结构和几何参数的独特设计,如在切削发热严重时,刀具前刀面可加一个液氮循环冷却装置,既可降低温度,又可防止刀具的高温氧化;又如在大多数情况下,连续的切屑是很难处理的,这时需要设计出合适的刀具断屑槽或特殊的刀具几何结构,使切屑自动折断或控制切屑流动方向,有利于切屑处理。
4 结束语
高速干切削机床和刀具技术是高速干切削实施的重要条件,高速干切削机床必须具备可靠的高速性能,并具有能实现快速排屑的结构和较高的热稳定性;高速干切削刀具必须使用红硬性好、热稳定性好的刀具材料并运用涂层技术。但机床和刀具技术并不能解决全部的问题,随之产生的新问题还有待于我们进一步对高速干切削工艺技术进行实验研究。
(责任编辑:support) | 

